 |
INTRODUCCIÓN
Hydroxyapatite incorporation improves the physical, mechanical, thermal and flame-retardant properties of biodegradable rice waste-based packaging
David Callirgos1*; Raúl Siche2
1 Faculdade de Agronomia Eliseu Maciel, Universidade Federal de Pelotas, Pelotas, Río Grande del Sur, Brasil.
2 Facultad de Ciencias Agropecuarias, Universidad Nacional de Trujillo. Ciudad Universitaria, Av. Juan Pablo II, Trujillo, Perú.
* Autor corresponsal: callirgosromerod@gmail.com (D. Callirgos).
ID ORCID de los autores:
D. Callirgos: https://orcid.org/0009-0004-7428-4154 R. Siche: https://orcid.org/0000-0003-3500-4928
RESUMEN
Los envases biodegradables son una alternativa sostenible a los envases convencionales de plástico, pero aún presentan desventajas insalvables. Se evaluó el efecto de la incorporación de hidroxiapatita (HAp) en las propiedades físicas, mecánicas, térmicas e ignífugas de los envases biodegradables a base de cáscara de arroz. La HAp se obtuvo a partir de residuos de la industria avícola. Los envases se obtuvieron por termo-prensado utilizando 10%, 15% y 20% de fibra de cascarilla de arroz (FCA) e incorporando 0%, 1%, 3% y 5% de HAp. Se observó una reducción del 118,84% en la absorción de agua en las bandejas con un 5% de HAp en comparación con el control. Las propiedades mecánicas mejoraron en las bandejas con 1% y 5% de HAp (6,05 y 8,85 kg-f de dureza y resistencia máxima a la tracción, respectivamente). El tiempo de incineración fue de 53,27 s en bandejas con 5% de HAp; mientras que, en las bandejas de control, el tiempo medio fue de 35,16 s, además presentaron mayor estabilidad térmica. Se demostró que la incorporación de HAp en la formulación de bandejas biodegradables reduce su capacidad de absorción de agua y mejora sus propiedades térmicas e ignífugas.
Palabras clave: economía circular; hidroxiapatita; residuos de arroz; residuos avícolas; retardante de llama.
ABSTRACT
Biodegradable packaging is a sustainable alternative to conventional plastic packaging but still has insurmountable disadvantages. The effect of hydroxyapatite (HAp) incorporation on the physical, mechanical, thermal and flame-retardant properties of rice husk-based biodegradable packaging was evaluated. HAp was obtained from poultry industry waste. The containers were obtained by thermo-pressing using 10%, 15% and 20% rice husk fibre (RHP) and incorporating 0%, 1%, 3% and 5% HAp. A 118.84% reduction in water absorption was observed in the trays with 5% HAp compared to the control. Mechanical properties were improved in the trays with 1% and 5% HAp (6.05 and 8.85 kg-f hardness and maximum tensile strength, respectively). The incineration time was 53.27 s in trays with 5% HAp; whereas, in the control trays, the average time was 35.16 s, and they also presented greater thermal stability. It was demonstrated that the incorporation of HAp in the formulation of biodegradable trays reduces their water absorption capacity and improves their thermal and flame-retardant properties.
Keywords: circular economy; hydroxyapatite; rice residues; poultry waste; flame retardant.
Recibido: 10-02-2024.
Aceptado: 04-05-2024.
|
Los plásticos, compuestos principalmente de polímeros sintéticos, forman parte de nuestra vida cotidiana; tienen una gran variedad de usos y se emplean en casi todos los ámbitos de la sociedad
(Mohammed et al., 2023). Como resultado, su producción ha superado los 360 millones de toneladas métricas al año (PlasticEurope, 2020). Además, la pandemia COVID-19 ha demostrado que la humanidad depende de los materiales plásticos (Patrício Silva et al., 2021)
El uso de envases de plástico en la industria alimentaria representa el 40% de la producción mundial de plástico, que se elimina de forma incorrecta tras su uso (Napper & Thompson, 2020). Aunque se calcula que el 79% de estos envases se recicla (Li et al., 2021), la acumulación de residuos plásticos es muy preocupante, ya que causa daños al medio ambiente, a los animales y a las plantas, e incluso supone una amenaza para la salud humana (MacLeod et al., 2021). Dado que el plástico es un material no biodegradable, la gente opta por quemarlo, pero genera gases de efecto invernadero como CO2 y metano, lo que conlleva importantes riesgos medioambientales (Sheng et al., 2021), intensificando la contaminación, el impacto am-biental y el calentamiento global (Leyva-Jiménez et al., 2023)
En un contexto de presión por la contaminación ambiental, los gobiernos, la industria y el mundo académico están buscando nuevos materiales de base biológica para el desarrollo de polímeros bio-degradables como solución potencialmente soste-nible para sustituir a los plásticos tradicionales derivados del petróleo (Kim et al., 2020). Los bio-polímeros incluyen polisacáridos (quitina, quitosa-no, celulosa, almidón, alginato y alfa-glucanos), lípidos (ceras de abeja, ácidos grasos libres) y proteínas (Liu et al., 2021). Estos componentes se encuentran en los residuos de la industria agroalimentaria (cáscaras, raíces, tallos y hojas) (Coman et al., 2020).
En el contexto de una economía circular, añadir valor a los residuos de la industria arrocera repre-senta un reto, como los envases biodegradables (Freitas et al., 2021), pero con deficiencias en las propiedades físicas y químicas, como la hidrofilicidad, y mecánicas. Estas deficiencias siguen siendo una limitación importante en la aplicación de este tipo de envases respetuosos con el medio ambiente (Mujtaba et al., 2022).
La hidroxiapatita aparece como una posible solución, ya que se ha demostrado que su incorporación mejora las propiedades mecánicas en biopelículas (Fang et al., 2016; Zima, 2018), y disminuye la capacidad de absorción de agua e inhibe la combustión en nanocomposites con aplicaciones biomédicas (Fernández, 2016; Hajibeygi et al., 2021); pero en envases rígidos se desconoce el efecto que tendría la hidroxiapatita sobre las propiedades al incorporarse a la mezcla y exponerse a altas temperaturas en el proceso de termo-prensado. Por ello, este estudio tuvo como objetivo determinar el efecto de la incorporación de hidroxiapatita sintetizada a partir de residuos de la industria avícola sobre las propiedades físicas, mecánicas, térmicas y retardantes de llama de envases biodegradables a base de cascarilla de arroz.
MATERIALES Y METODOS
La CAR, pulverizada y envasada en sacos plásticos de 20 kg se adquirió en el Molino Virgen de Guadalupe S.A.C., Guadalupe, Perú. Se tamizó utilizando el tamiz No. 200 (serie ASTM) con tamaño de malla de 75 µm. Las cáscaras de huevo se obtuvieron de desechos avícolas. El ácido fosfórico (H3PO4) y el carbonato de calcio (CaCO3) se adquirieron en Laboratorios Dropaksa S.R.L., Trujillo, Perú.
Síntesis de Hidroxiapatita (HAp)
Por precipitación basada en las investigaciones realizadas por Garcia et al. (2006) y Sequeda et al. (2012). La cáscara de huevo se lavó en solución de hipoclorito (1 gota/litro). Luego, las cáscaras de huevo fueron dejadas reposar en una campana de secado en una solución de hipoclorito y agua destilada (1:1) durante 36 horas, y posteriormente se secaron a 450 °C durante 120 minutos. Las cáscaras de huevo secas se molieron (CaCO3) y se tamizaron, obteniendo un tamaño de partícula de 75 µm. Con CaCO3 y H3PO4 se prepararon soluciones de 1 M y 0,48 M, respectivamente. Las soluciones se basificaron con hidróxido de amonio hasta alcanzar un pH de 10 a 12. A continuación, la solución de carbonato cálcico se mezcló con la solución de ácido fosfórico a una velocidad de 5 mL/min, con agitación continua a 240 rpm. Luego del mezclado, se continuó agitando durante 3 horas. Posteriormente, se dejó reposar la mezcla durante 120 horas. El precipitado recuperado, se lavó y secó a 60 °C durante 24 horas. Por último, el polvo se sometió a 1050 °C durante 1 hora.
Producción de bandejas
Se emplearon 12 formulaciones, de las cuales solo 11 produjeron bandejas con dimensiones com-pletas y adecuadas para los análisis posteriores. La Tabla 1 presenta las proporciones utilizadas para preparar las bandejas.
Caracterización de las bandejas
Espectroscopía FT-IR
Se realizó utilizando un espectrofotómetro de infrarrojos transformada de Fourier, Nicolet iS50, en una gama de frecuencias de 4000 - 400 cm-1. Para el análisis se utilizaron muestras de 1 cm por lado.
Capacidad de absorción de agua (CAA)
Se llevó a cabo según el método de Cobb. Se pesaron muestras de 4 cm2 y se sumergieron en agua destilada durante 60 segundos. A continuación, se eliminó el exceso de agua y se volvieron a pesar. La cantidad de agua absorbida se calculó por usando la ecuación [1] en porcentaje (ABNT, 1999).
|
|
(1) |
Tabla 1
Tratamientos y porcentajes de FCA y HAp en la produc-ción de bandejas biodegradables
|
FCA (%) |
HAp (%) |
FCA (g) |
HAp (g) |
Masa (g) |
|
|
A |
10 |
1 |
6 |
0,6 |
60 |
|
B |
15 |
1 |
9 |
0,6 |
60 |
|
C |
20 |
1 |
12 |
0,6 |
60 |
|
D |
10 |
3 |
6,5 |
1,95 |
65 |
|
E |
15 |
3 |
9,75 |
1,95 |
65 |
|
F |
20 |
3 |
13 |
1,95 |
65 |
|
H |
15 |
5 |
10,5 |
3,5 |
70 |
|
I |
20 |
5 |
5 |
4 |
80 |
|
J |
10 |
0 |
6 |
0 |
60 |
|
K |
20 |
0 |
12 |
0 |
80 |
|
L |
15 |
0 |
9 |
0 |
60 |
Nota: Se completo la cantidad de masa añadiendo agua y almidón de arroz.
Propiedades mecánicas
Para los ensayos de tracción y compresión se utilizó un analizador de textura modelo TA HDPlus (Stable Micro System, Surrey, Reino Unido) con una célula de carga de 10N. Para los ensayos de tracción, las bandejas se cortaron en forma de tiras de 100 mm por 25 mm(ASTM International, 1997). Para el ensayo de compresión, se utilizaron cuadrados de 50 mm de lado (Cruz-Tirado et al., 2019).
Propiedad Ignífuga
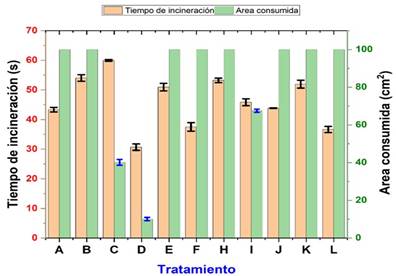
Se midió el índice de oxígeno límite (LOI), tiempo y área de incineración. Se utilizó el esquema experi-mental mostrado en la Figura 1. Mediante pruebas preliminares, se estableció una concentración de oxígeno del 23% (LOI) de acuerdo con la norma ISO 4589 (International Organization for Standar-dization, 2006). El tiempo de incineración se registró con un cronómetro desde el inicio de la combustión hasta la desaparición de la llama. Para determinar el área incinerada, se consideraron las dimensiones de la muestra no incinerada con ayuda de una regla metálica numerada de 0 a 30 cm y se calculó el área aproximada (Hajibeygi et al., 2021).
Evaluación termogravimétrica
Se utilizó el analizador térmico SETSYS Evolution (SETARAM Inc., EE. UU.), con atmósfera de nitrógeno (100 mL/min). Muestras aproximadas de 7 g fueron calentadas desde 22 °C hasta 550 °C, con una velocidad de calentamiento de 14,5 °C/min.
Análisis estadístico
El diseño estadístico corresponde a un arreglo factorial 4x3, con un total de 12 tratamientos, cada uno con tres repeticiones. Se realizó un análisis de varianza para evaluar el efecto sobre cada variable (propiedades mecánicas, físicas, ignífugas y térmicas) utilizando un valor p del 5%.
Figura 1. Esquema experimental para la combustión de la muestra y la determinación del tiempo y área de incineración.
RESULTADOS Y DISCUSIÓN
Espectroscopia infrarroja por transformada de Fourier (FTIR)
La Figura 2 muestra el espectro FTIR del HAp sintetizado a partir de cáscaras de huevo. Se identificaron bandas de los grupos hidroxilo (OH- aproximadamente entre 3863,62 y 3548,50 cm-1, así como vibraciones de estiramiento y flexión entre 627,87 y 553,35 cm-1, respectivamente. También se evidenciaron bandas de los grupos fosfato (PO43-) en 1050,59 cm-1 (sobretonos), correspondientes a vibraciones de estiramiento y cambios en el ángulo de enlace. Sequeda et al. (2012) afirman que, como resultado del inter-cambio de OH- por CO32-, se producen bandas de tipo flexión en 1540 y 1455 cm-1, lo que indica la presencia de impureza. Las bandas a 1450 y 1410 cm-1 resultan del intercambio de PO43- por CO32-. Otras impurezas como el fosfato de hidrógeno (HPO42-) vibran en forma de flexión aproxima-damente a 875 cm-1. Las vibraciones de tipo flexión de los silicatos (SiO32-) se encuentran a 890, 830 y 750 cm-1; y las vibraciones correspondientes a las moléculas de agua (H2O) entre 3700 – 2500 cm-1 y 1630 cm-1. Teniendo en cuenta lo anterior, trabajamos con un HAp de buena calidad y libre de impurezas.
Por otro lado, el análisis químico-estructural bandejas con almidón y FCA se muestra en la Figura 3, donde se observan picos característicos en 3260 cm-1 (estiramiento OH), 2900 cm-1 (estiramiento C- H), 1630 cm-1 (adsorción de moléculas de agua del almidón), 1350 cm-1 (curvatura OH), 1001 cm-1 (estiramiento COC), lo cual concuerda con el trabajo de Zhang et al., (2015).
El pico de OH- a 3260 cm-1, se hizo más notorio y amplio con el aumento del contenido de FCA. Al mismo tiempo, la absorbancia es mayor debido a la interacción entre el almidón y FCA, lo que disminuye el área superficial disponible a través de la cual se puede transmitir la luz. Esto genera un cambio de color en las bandejas, volviéndose más oscuro con el aumento del porcentaje de fibra. Este fenómeno también fue evidenciado por Suwanprateepa et al. (2017) en películas a base de almidón de arroz, las cuales eran transparentes con bajo contenido de fibra de mesocarpo de palma, pero se volvían opacas al aumentar el contenido de fibra.
Según Mobasherpour et al. (2007) los picos a 560-610 y 1000-1100 cm-1 están asociados a PO43-; mientras que los picos asociados a OH- se encontraron a 636 y 3572 cm-1; valores próximos a los obtenidos en los picos de 1001 y 3260 cm-1.
La banda entre 2155-2026 cm-1 indica la presencia de diazo-cetona-CO-CHN2, un tipo de compuesto orgánico con un grupo funcional formado por dos átomos de nitrógeno enlazados.
Lo inferido en la Figura 3 se corrobora en las Figuras 4, 5 y 6, donde se observa que el porcentaje de HAp tiene una influencia significativa en la absorbancia. Cada una de las curvas exhibe variaciones notables y guarda similitud con la curva de la Figura 2. La relación entre el aumento en la absorbancia y el porcentaje de HAp sugiere que un incremento en este último se traduce en una mejora de la estructura interna
Figura 2. Bandas FTIR de Hap sintetizada a partir de cáscara de huevo.
Figura 3. Bandas FTIR en bandejas con 10%, 15% y 20% fibra de cascarilla de arroz (FCA).
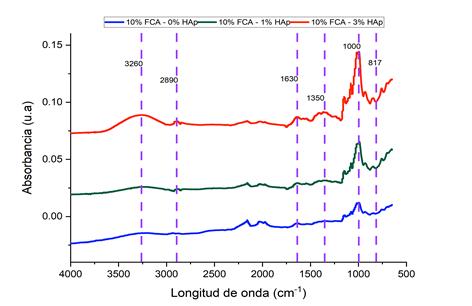
Figura 4. Bandas FTIR de bandejas con 10% fibra de cascarilla de arroz (FCA) y 0%, 1% y 3% de HAp.
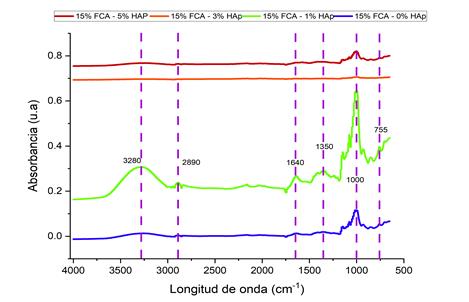
Figura 5. Bandas FTIR de bandejas con 15% fibra de cascarilla de arroz (FCA) con 0%, 1% y 3% de HAp.
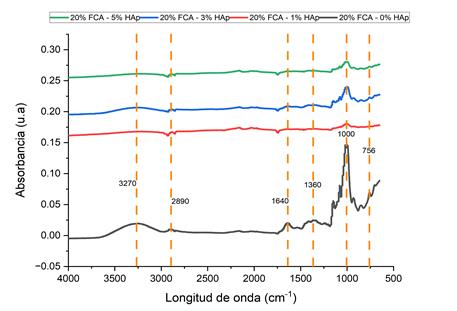
Figura 6. Bandas FTIR de bandejas con 20% fibra de cascarilla de arroz (FCA) con 0%, 1% y 3% de HAp.
Capacidad de absorción de agua (CAA)
De la Figura 7 se deduce que un aumento de la concentración de HAp conduce a una disminución de la CAA. En las bandejas con un 5% de HAp y un 20% de FCA, la CAA fue del 11,21%, el valor más bajo en comparación con los demás tratamientos. (Wang et al., 2016) informan que la capacidad de absorción de agua permite evaluar la porosidad de los gránulos; los materiales con alta porosidad tienen una mayor área superficial, facilitando así la entrada de agua en la región amorfa y la hidratación de la estructura cristalina(Tako et al., 2014).
El aumento en la superficie porosa del almidón de arroz está correlacionado con el incremento en el tamaño de partícula, que varía de 100 a 200 nm. Por consiguiente, el aumento en la capacidad de absorción de agua (CAA) en las bandejas de control se relaciona con el tamaño de las partículas, que es de 7500 nm. Además, es consecuencia de los cam-bios generados por el termoformado; la alteración estructural del almidón de arroz y el incremento en los grupos hidroxilo, que interactúan con las moléculas de agua (Kaewtatip et al., 2014).
La disminución de la capacidad de absorción de agua se debe únicamente a la incorporación de HAp. El aumento de la fibra favorece el aumento de la CAA (Figura 7 - línea azul). La cascarilla de arroz se compone aproximadamente de un 36% - 40% de celulosa, un 12% - 19% de hemicelulosa, un 20% de lignina y un 12% de cenizas, de las cuales el 80% - 90% son sílice. La presencia de celulosa es la responsable de incrementar los grupos hidrófilos, los cuales favorecen y agilizan la difusión de líquidos a través de las bandejas. Todo esto conduce a un aumento excesivo en la CAA, en las bandejas con un 20% de FCA y un 0% de HAp, alcanzando un valor de 130,05%.
Figura 7. Capacidad de absorción de agua en bandejas con 0%, 1%, 3% y 5% de HAp.
La FCA, un compuesto superabsorbente, presenta una superficie rugosa, ondulada y altamente porosa, lo que, combinado con los amplios poros de las bandejas, permite una absorción significativa de agua y un alto grado de hinchamiento del material. En las bandejas con un 10% de FCA y almidón de arroz nativo, la capacidad de absorción de agua alcanza el 66,69%. Según Sarifudin et al. (2020), la capacidad de absorción de agua del almidón de arroz nativo es del 95% a 100%, mientras que para otros almidones nativos como el de batata, ñame blanco, trigo y maíz, es de 62,5%, 85,0%, 135% y 215%, respectivamente. Esto sugiere una reduc-ción en la CAA en bandejas con un 10% de fibra, lo que indica una afinidad entre los grupos activos de celulosa de la cáscara de arroz y el almidón de arroz.
El uso de almidones nativos afecta las caracterís-ticas físicas de las bandejas al aumentar el CAA, debido a la presencia de grupos hidrofílicos. Para contrarrestar esto, los almidones se modifican mediante acetilación, como lo demostró Machado et al. (2017), quienes lograron una reducción del 19% del CAA en almidones con un grado de sustitución (DS) de 0,5. Sin embargo, esta reduc-ción es mínima en comparación con la obtenida en bandejas con un 5% de HAp y un 20% de FCA, que presentan una reducción del 118,84% en compa-ración con las bandejas con un 0% de HAp y un 20% de FCA (Figura 8).
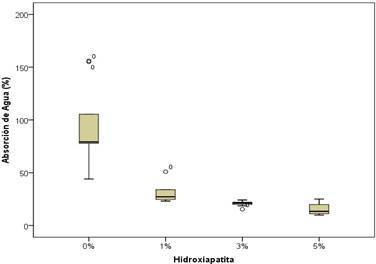
Figura 8. Diagrama de cajas del efecto del HAP sobre la capacidad de absorción de agua.
Propiedades mecánicas: Máxima resistencia a la tracción, dureza y fracturabilidad
El análisis estadístico revela que tanto la resistencia máxima a la tracción como la dureza se ven afectadas por la adición de HAp y FCA. Entre estos dos factores, el porcentaje de FCA tiene un mayor impacto. En cuanto a la fracturabilidad de las bandejas, esta solo se ve afectada por el porcentaje de HAp.
El valor más bajo de resistencia máxima a la tracción es de 0,67 kg (equivalente a 0,0026 MPa), observado en el tratamiento H (Figura 9). Sin embargo, al reducir el contenido de HAp al 1% y mantener constante el 15% de FCA, este valor aumenta a 8,85 kg (equivalente a 0,034 MPa), siendo el máximo resultado obtenido en esta investigación. Cruz-Tirado (2017) reporta valores de resistencia máxima a la tracción de 0,45 MPa para bandejas de almidón de batata, aumentando a 0,95 MPa al agregar bagazo de caña de azúcar y a 0,62 MPa al agregar cáscara de espárrago, ambos residuos agroindustriales añadidos en una concen-tración del 40% de la formulación. Machado et al. (2017) y Kaisangsri et al. (2012), informaron valores de resistencia a la tracción de 1,16 y 0,69 MPa, respectivamente, para bandejas de almidón de mandioca nativa. Uslu & Polat (2012) encon-traron que la resistencia a la tracción de las bandejas fabricadas con almidón de maíz era de 1,54 MPa.
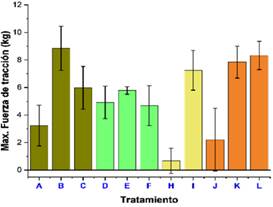
Figura 9. Comparación de la resistencia máxima a la tracción para cada tratamiento (Leyenda en Tabla 1).
Wang et al. (2016) señalan que el contenido de amilosa tiene un impacto directo en la resistencia a la rotura, y que un alto contenido de amilopectina resulta en bandejas más ligeras con menor resistencia. Por otro lado, Lutfi et al. (2021) indican que el contenido de amilosa del arroz oscila entre el 24,91% y el 25,98%. En este sentido, el porcen-taje de FCA emerge como el factor más influyente para obtener bandejas con mayor resistencia a la tracción. Diversos estudios coinciden en que la resistencia a la tracción de las espumas de almidón, y en ocasiones su resistencia a la rotura, mejora con la adición de diferentes tipos de fibras como madera blanda, álamo, yute, lino y bagazo de caña de azúcar (Mali et al., 2010). Al reemplazar la fibra por almidón, se reduce la interacción entre ambos, lo que significa que, bajo fuerzas de tracción, la fuerza transmitida a la fibra y la resistencia mecánica de esta última dependen de las características del material de refuerzo. Por lo general, las fibras con alto contenido en celulosa tienden a mejorar la resistencia de las bandejas. Además, se observó que la adición de HAp entre el 1% y el 3% mejora las propiedades de las bandejas.
La cascarilla de arroz posee un alto contenido de sílice amorfa (20%), siendo empleado en la construcción de hormigones a base de cemento Portland debido a su acción puzolánica. Su comportamiento puzolánico indica su capacidad para reaccionar con el hidróxido de calcio, un componente activo de HAp. Sin embargo, parece que esta interacción tiene limitaciones, ya que la resistencia a la rotura disminuye cuando el contenido de HAp supera el 3%. Esto se atribuye a la mala distribución en la matriz, ya que una dispersión adecuada de la fibra favorece la unión interfacial (Cataño et al., 2021).
Por otro lado, la HAp se utiliza como cerámica para la formulación de cemento óseo. Bello et al. (2011) desarrollaron una matriz con 30%, 55% y 80% p/p de HAp con un tamaño de partícula de 66 ± 7 µm, consiguiendo valores de resistencia a la rotura por encima de 30 MPa (por debajo del valor de resistencia del fémur humano en una persona de 20-39 años, que corresponde a 124 ± 1 MPa); un valor deseable para bandejas resilientes. Otros estudios sobre composites de PMMA-HAp (cemen-to óseo acrílico de polimetilmetacrilato) concluyen que la adición de un 15% de HAp es necesaria para mejorar la resistencia a la flexión y a la rotura. Sin embargo, la mejor combinación de propiedades mecánicas, que incluye facilidad de manipulación de la pasta, se logra con la adición de aproxima-damente un 3% de cerámica (Vallo et al., 1999).
Las bandejas con un 5% de HAp y un 15% de FCA (Figura 10) exhibieron el mayor valor de dureza, alcanzando los 6,05 kg (59,35 N). Si se reduce el contenido de HAp al 1% mientras se mantiene el 15% de FCA, este valor disminuye a 2,96 kg (29,04 N). Por otro lado, (Cruz-Tirado, 2017) en bandejas de almidón de boniato con bagazo de caña de azúcar y fibra de cáscara de espárrago, ambos en una cantidad del 40% de la composición de la bandeja, reporta valores de dureza de 25 y 17 N, respectivamente. Por lo tanto, se evidencia que se lograron bandejas con baja resistencia a la rotura, pero con alta dureza.
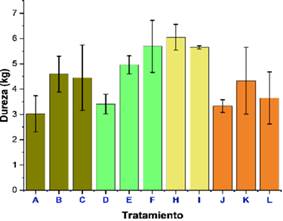
Figura 10. Comparación de la dureza para cada tratamiento (Leyenda en Tabla 1).
El ensayo de fracturabilidad (mm) se utiliza para evaluar la integridad de las bandejas durante el desplazamiento. Según los hallazgos de Espina et al. (2016) en bandejas a base de almidón de yuca, se observa que la fracturabilidad se ve favorecida con la adición de fibra de bagazo de caña de azúcar en cantidades superiores al 5%, con rangos repor-tados de 1,81 mm a 3,67 mm. Esto sugiere que las bandejas obtenidas tienen una baja fractu-rabilidad y una alta resistencia al desplazamiento.
La Figura 11 muestra que se obtuvieron bandejas resistentes al desplazamiento al incorporar un 3% y un 5% de HAp en su estructura. Según el análisis de Tukey (α = 0,05), no hay diferencias significativas entre las bandejas con 3% y 5% de HAp y aquellas que solo contienen almidón y FCA. Sin embargo, al formular bandejas con un 1% de HAp y variaciones de FCA entre 10% y 20%, se obtienen bandejas con valores de fracturabilidad entre 1,54 mm y 2,57 mm.
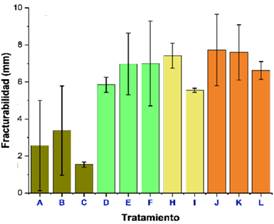
Figura 11. Comparación de la fracturabilidad para cada tratamiento (Leyenda en Tabla 1).
La HAp, es empleada en la producción de bioma-teriales médicos, se conoce como cerámica y se incorpora en la formulación del cemento óseo acrílico. Estos compuestos se fabrican combinando biomateriales cerámicos y poliméricos para utili-zarlos como sustitutos óseos (Vallo et al., 1999). La mejora de las características mecánicas ocurre debido a la gelatinización del almidón en agua caliente, lo que favorece la reacción con iones de calcio y fosfato, resultando en un producto con un tamaño de cristal muy pequeño. Además, la hidroxiapatita tiene afinidad por los polímeros naturales, como la celulosa, que es el biopolímero más abundante en la naturaleza (Mao et al., 2018).
Análisis de inflamabilidad
La prueba de inflamabilidad se realizó según el método del índice de oxígeno limitante (LOI). El valor LOI experimental se fijó en 23%. Las bandejas con HAP tuvieron tiempos de combustión más largos (43,4 - 55,75 s) y en tratamientos como C, D e I, el área consumida fue del 60, 90 y 67,55%, respectivamente. Éstas se consumieron lentamente hasta un punto de autoextinción (Figura 12). Las bandejas sin HAp se consumieron al 100%, en tiempos que oscilaron entre 33,5 y 36,4 s.
Una prueba similar fue realizada por Nabipour et al. (2020) en espumas flexibles de poliuretano (FPUF) impregnadas con bicapas de HAp-chitosán-alginato sódico (sustancias con propiedades retardantes de llama), las espumas con 6 y 9 bicapas, evidenciaron autoextinción después de 59 y 32 s, respectivamente. Se comprobó que este recubrimiento protegía el núcleo interno de las FPUF contra las llamas, ya que no se consumían por completo. Otras características mejoradas son la tasa de liberación máxima reducida en un 77,7% y la tasa de producción de humo reducida en un 53,8%. El análisis estadístico confirmó el efecto de la HAp como retardante de llama y, según la clasificación de materiales, las bandejas con HAp son materiales de baja combustión. La resistencia al fuego de los materiales poliméricos se consigue generalmente incorporando sustancias inorgánicas que son tipos de retardantes de llama de uso común. Entre ellos, el hidróxido de aluminio (ATH) se considera uno de los retardantes de llama inorgánicos más clásicos debido a sus caracte-rísticas de buena estabilidad, baja toxicidad o no toxicidad, gas no corrosivo y efecto retardante de llama de larga duración (Kalali et al., 2015). Para garantizar esta cualidad, la adición de inorgánicos debe ser superior al 50%. Sin embargo, esto podría dar lugar a un defecto evidente, ya que la elevada adición de retardantes inorgánicos puede destruir en gran medida las propiedades mecánicas del polímero. Además del hidróxido de aluminio es posible utilizar hidroxiapatita, pues contiene gru-pos OH- en sus estructuras químicas. Fernández (2016) formuló un nanocompuesto para uso médico, indica que los nanorrellenos como los nanotubos de carbono (CNTs), el grafeno (GNS) y la hidroxiapatita pueden aumentar la resistencia mecánica y térmica, disminuir la permeabilidad a los gases y la inflamabilidad de los mismos.
Tras la incineración, la textura de las bandejas sin HAp era similar a la de la ceniza (Figura 13); lo contrario ocurría con las bandejas que contenían HAp, ya que el residuo de la incineración tenía una textura más rígida; esto se explica en la inves-tigación realizada por Hajibeygi et al. (2021) en la obtención de material sólido de propileno (PP) con propiedades retardantes de llama; donde evaluó el tiempo hasta la incineración (TTI) que es un indicador del riesgo de incendio. El TTI se redujo al añadir HAp, lo que indica que el efecto catalítico de este aditivo permitió la formación de carbono.
Análisis termogravimétrico (TGA)
Las descomposiciones térmicas las de bandejas muestran un comportamiento similar y tienen lugar en tres etapas principales (Figura 14). La etapa I, que va desde la temperatura ambiente (22-25 °C) a 223-251°C, a la vez comprende una Tmax1 (Tabla 2), a causa de la volatilización de la humedad y posibles compuestos volátiles ligeros (Casas et al., 2012).
En la primera etapa, las muestras presentaron una pérdida de masa entre 6 y 9%, con temperaturas máximas de 73,62 a 95,30 °C (Figura 15). Espina et al. (2016) informa de valores máximos de temperatura de 33 °C y una pérdida de masa del 6% en almidón de batata, fibra de bagazo de azúcar y cáscara de espárrago. En bandejas con almidón y fibras, el pico máximo alcanzó 102 °C; valor superior a los obtenidos en este estudio para cáscara de espárrago y bagazo de caña de azúcar, esta primera etapa culmina a 150 °C, mientras que, para bandejas sin fibras, culmina a 250 °C. Este comportamiento está asociado al hecho de que las bandejas sin fibra añadida tienen una estructura más compacta y menos porosa, lo que impide que el agua se evapore fácilmente. Asimismo, Espina et al. (2016) concluyen que la adición de fibras a la matriz de almidón disminuye la tasa de descomposición durante la segunda etapa de pérdida de masa, pues bandejas con bagazo de caña de azúcar y espárrago alcanzaron una temperatura de 242 °C, mayor a los 206 °C en bandejas sin fibras.
Por lo tanto, las bandejas elaboradas con más de un aditivo tendrán una estructura más porosa y en esta primera etapa alcanzarán una temperatura final cercana a los 150 °C, lo cual no ocurrió; el rango de temperaturas de partida fue de 207,31 a 251,46 °C; evidenciando una buena sinergia entre el almidón y la cascarilla de arroz y la hidroxi-apatita incorporada en los tratamientos B y J. Esto también podría estar relacionado con el desem-peño de las fibras como barrera a los volátiles gene-rados durante la descomposición del polímero.
Aunque todas las bandejas presentaron una buena estabilidad térmica, las bandejas con un 5% de hidroxiapatita mostraron una tasa de descom-posición significativamente más lenta; alcanzando un gradiente térmico de 174,09 y 176,28 °C, para los tratamientos H e I, respectivamente.
La pérdida de masa (Figura 15) se debe a la degra-dación de la celulosa por deshidratación, despoli-merización o descomposición de las unidades glicosiladas, seguida de la formación de un residuo carbonizado y la degradación de los anillos de sacáridos (Martelli-Tosi et al., 2017). La pérdida de masa entre 30 y 240 °C (etapa I) se debe princi-palmente a la volatilización de la humedad super-ficial, las moléculas de agua adsorbidas y algunos de los compuestos volátiles presentes en FCA.
Tabla 2
Resumen de los resultados, obtenidos a partir del análisis de las curvas termogravimétricas
|
Tratamiento |
Masa total (%) |
jMax. T1 (°C) |
kMax. T2 (°C) |
lRango T (°C) |
mGradiente T (°C) |
|
A |
93,30a |
84,13b _ |
316,49c |
237,93 – 389,77 |
151,84h |
|
B |
86,05a |
85,40b |
314,85cd |
248,90 – 388,63 |
139,73h |
|
C |
95,30a |
81,50b |
311,79d |
239,07 – 380,83 |
141,76h |
|
D |
86,40a |
91,35b |
317,20c |
223,48 – 381,75 |
158,27g |
|
E |
85,72a |
87,57b |
314,42cd |
229,67 – 387,25 |
157,58g |
|
F |
80,95a |
84,02b |
312,02d |
227,04 – 380,26 |
153,22g |
|
H |
78,00a |
87,92b |
313,40cd |
207,31 – 381,40 |
174,09f |
|
I |
79,86a |
84,25b |
312,15d |
209,60 – 385,88 |
176,28f |
|
J |
81,80a |
86,08b |
318,90c |
251,46 – 386,56 |
135,1ih |
|
K |
73,62a |
84,70b |
315,46d |
238,72 – 385,20 |
146,80ih |
|
L |
86,25a |
85,05b |
316,70c |
239,07 - 383,12 |
144,05ih |
jk Temperatura máxima alcanzada en los estados 1 y 2. l Rango de temperatura entre el inicio y el final del estado 2. m diferencia entre la temperatura inicial y final del estado 2.
Figura 14. Curva termogravimétrica DTG de bandejas con variaciones de FCA y HAp.
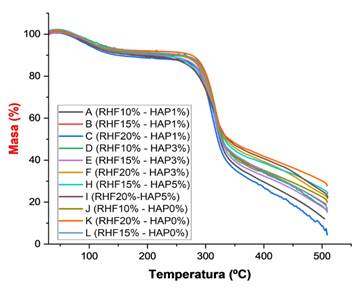
Figura 15. Curva termogravimétrica TG de bandejas con variaciones de FCA y HAp.
La 2da etapa comprendía temperaturas superiores a 100 °C y hasta 500 ℃ y la mayor descomposición entre 250 y 500 °C. En esta etapa se degradan los componentes de la biomasa lignocelulósica (hemicelulosa, celulosa y parcialmente lignina). El residuo carbonoso restante, que es principalmente lignina, continúa su degradación lentamente entre 500 y 800 °C (Etapa III) (Kumar et al., 2017). La 3era etapa no fue evidente en ninguna de las bandejas en las que sólo se añadieron almidón y cáscara de arroz. Esto se debe al amplio rango de degradación de la lignina (Feng et al., 2016).
Por otro lado, en los tratamientos E, F, H e I, se evidenció un tercer pico a temperaturas de 474,41, 472,02, 472,37 y 457,91 °C; respectivamente. Esto se debe a la adición de cascarilla de arroz y HAp, que aumentaron la estabilidad térmica. En esta última etapa, el almidón parcialmente descom-puesto sufre oxidación, generando residuos sólidos como cenizas o materiales inorgánicos (Martelli-Tosi et al., 2017).
Las bandejas con un 5% de HAp son las que tienden a disminuir el porcentaje de pérdida de masa. Se obtuvieron valores de 78, 79,86 para los tratamientos H e I. Las bandejas con 20% de FCA y 0% de HAp mostraron un 73,62% de pérdida de masa. En tanto, la Tmax2 también está significativamente influenciada por FCA y HAp.
CONCLUSIONES
Las bandejas producidas presentaron valores bajos de capacidad de absorción de agua, superando así una de las principales limitaciones de estos envases. La incorporación de HAp mejoró propie-dades mecánicas como la dureza y la fractura-bilidad, existiendo complementariedad para la variable resistencia máxima a la rotura. El análisis FTIR mostró un buen acoplamiento de cada uno de los componentes en la elaboración de las bandejas. Además, las bandejas con HAp mostraron un índice de oxígeno limitante del 23%, con un bajo índice de combustión, largos tiempos de combustión y una superficie incinerada (consumida) inferior al 100%. En general, la HAp permitió mejorar las propiedades térmicas de las bandejas, redujo la capacidad de absorción de agua y mejoro las propiedades mecánicas.
REFERENCIAS BIBLIOGRÁFICAS
ABNT. (1999). NBR NM-ISO 535. Papel e Cartao. Determinaçao da capacidade de absorçao de água. Método de Cobb.
ASTM International. (1997). Standard Test Method for Tensile Properties of Paper and Paperboard Using Constant-Rate-of-Elongation Apparatus (ASTM D828-97).
Bello, D., Hernández, M., & Guerra, N. (2011). Determinación de propiedades mecánicas y temperatura máxima de polimerización de cementos óseos acrílicos modificados con micro y nanopartículas de hidroxiapatita. Revista Latinoamericana de Metalurgia y Materiales, 31(1), 91-98.
Casas, A., Alonso, M. V., Oliet, M., Rojo, E., & Rodríguez, F. (2012). FTIR analysis of lignin regenerated from Pinus radiata and Eucalyptus globulus woods dissolved in imidazolium-based ionic liquids. Journal of Chemical Technology and Biotechnology, 87(4), 472–480. https://doi.org/10.1002/jctb.2724
Cataño, J., Guzman, K., & Perpiñan, M. (2021). Efecto de la incorporación de cáscara de arroz en las propiedades mecánicas del hormigón y de los bloques de suelo-cemento. Una revisión sistemática [Tesis de grado]. Universidad Cooperativa de Colombia.
Coman, V., Teleky, B.-E., Mitrea, L., Martău, G. A., Szabo, K., Călinoiu, L.-F., & Vodnar, D. C. (2020). Chapter Five - Bioactive potential of fruit and vegetable wastes (F. Toldrá, Ed.; Vol. 91, pp. 157–225). Academic Press. https://doi.org/10.1016/bs.afnr.2019.07.001
Cruz-Tirado, L. J. P. (2017). Influencia de la temperatura y tiempo de Termoformado en las Propiedades Mecánicas de Bandejas de Almidón y Fibras Vegetales [Tesis de grado]. Universidad Nacional de Trujillo.
Cruz-Tirado, J. P., Vejarano, R., Tapia-Blácido, D. R., Barraza-Jáuregui, G., & Siche, R. (2019). Biodegradable foam tray based on starches isolated from different Peruvian species. International Journal of Biological Macromolecules, 125, 800–807. https://doi.org/10.1016/j.ijbiomac.2018.12.111
Espina, M., Cruz-Tirado, J. P., & Siche, R. (2016). Mechanical properties of trays based on starch of native plant species and fiber of agroindustrial wastes. Scientia Agropecuaria, 7(2), 133–143. https://doi.org/10.17268/sci.agropecu.2016.02.06
Fang, W., Zhang, H., Yin, J., Yang, B., Zhang, Y., Li, J., & Yao, F. (2016). Formation of hydroxyapatite crystals in the presence of polysaccharide. Cryst Crecimiento Des, 16, 1247-1255.
Feng, Y., Li, G., Li, X., Zhu, N., Xiao, B., Li, J., & Wang, Y. (2016). Enhancement of biomass conversion in catalytic fast pyrolysis by microwave-assisted formic acid pretreatment. Bioresource Technology, 214, 520–527. https://doi.org/10.1016/j.biortech.2016.04.137
Fernández, M. (2016). New nanocomposite materials based on poly(L-lactic acid) hydroxyapatite and inorganic nanotubes with potential biomedical applications. Polytechnic University of Madrid.
Freitas, P. A. V., La Fuente Arias, C. I., Torres-Giner, S., González-Martínez, C., & Chiralt, A. (2021). Valorization of rice straw into cellulose microfibers for the reinforcement of thermoplastic corn starch films. Applied Sciences (Switzerland), 11(18). https://doi.org/10.3390/app11188433
Garcia, C., Paucar, C., & Gaviria, J. (2006). Estudio de algunos parámetros que determinan la síntesis de hidroxiapatita por la ruta de precipitación / Study of some parameters that determine the synthesis of hydroxyapatite by the precipitation route. Dyna, 73, 9–15.
Hajibeygi, M., Mousavi, M., Shabanian, M., Habibnejad, N., & Vahabi, H. (2021). Design and preparation of new polypropylene/magnesium oxide micro particles composites reinforced with hydroxyapatite nanoparticles: A study of thermal stability, flame retardancy and mechanical properties. Materials Chemistry and Physics, 258, 123917. https://doi.org/https://doi.org/10.1016/j.matchemphys.2020.123917
International Organization for Standardization. (2006). Plastics -- Determination of burning behaviour by oxygen index -- Part 2: Ambient-temperature test (ISO 4589-2:2006-06).
Kaewtatip, K., Poungroi, M., Holló, B., & Mészáros Szécsényi, K. (2014). Effects of starch types on the properties of baked starch foams. Journal of Thermal Analysis and Calorimetry, 115(1), 833–840. https://doi.org/10.1007/s10973-013-3149-5
Kaisangsri, N., Kerdchoechuen, O., & Laohakunjit, N. (2012). Biodegradable foam tray from cassava starch blended with natural fiber and chitosan. Industrial Crops and Products, 37(1), 542–546. https://doi.org/10.1016/j.indcrop.2011.07.034
Kalali, E. N., Wang, X., & Wang, D. Y. (2015). Functionalized layered double hydroxide-based epoxy nanocomposites with improved flame retardancy and mechanical properties. Journal of Materials Chemistry A, 3(13), 6819–6826. https://doi.org/10.1039/c5ta00010f
Kumar, K., Yadav, A. N., Kumar, V., Vyas, P., & Dhaliwal, H. S. (2017). Food waste: a potential bioresource for extraction of nutraceuticals and bioactive compounds. In Bioresources and Bioprocessing (Vol. 4, Issue 1). Springer Science and Business Media Deutschland GmbH. https://doi.org/10.1186/s40643-017-0148-6
Leyva-Jiménez, F. J., Oliver-Simancas, R., Castangia, I., Rodríguez-García, A. M., & Alañón, M. E. (2023). Comprehensive review of natural based hydrogels as an upcoming trend for food packing. Food Hydrocolloids, 135, 108124. https://doi.org/10.1016/j.foodhyd.2022.108124
Li, Y., Zhao, R., Hu, F., Lu, P., Ji, D., Luo, Q., Li, G., Yu, D., Wang, H., Song, Z., Li, S., & Liu, W. (2021). Laponite/lauric arginate stabilized AKD Pickering emulsions with shell-tunable hydrolytic resistance for use in sizing paper. Applied Clay Science, 206, 106085. https://doi.org/10.1016/j.clay.2021.106085
Lutfi, Z., Kalim, Q., Shahid, A., & Nawab, A. (2021). Water chestnut, rice, corn starches and sodium alginate. A comparative study on the physicochemical, thermal and morphological characteristics of starches after dry heating. International Journal of Biological Macromolecules, 184, 476–482. https://doi.org/10.1016/j.ijbiomac.2021.06.128
Machado, C. M., Benelli, P., & Tessaro, I. C. (2017). Sesame cake incorporation on cassava starch foams for packaging use. Industrial Crops and Products, 102, 115–121. https://doi.org/10.1016/j.indcrop.2017.03.007
MacLeod, M., Arp, H. P. H., Tekman, M. B., & Jahnke, A. (2021). The global threat from plastic pollution. Science, 373(6550), 61–65. https://doi.org/10.1126/science.abg5433
Mali, S., Debiagi, F., Grossmann, M. V. E., & Yamashita, F. (2010). Starch, sugarcane bagasse fibre, and polyvinyl alcohol effects on extruded foam properties: A mixture design approach. Industrial Crops and Products, 32(3), 353–359. https://doi.org/10.1016/j.indcrop.2010.05.014
Mao, D., Li, Q., Bai, N., Dong, H., & Li, D. (2018). Porous stable poly(lactic acid)/ethyl cellulose/hydroxyapatite composite scaffolds prepared by a combined method for bone regeneration. Carbohydrate Polymers, 180, 104–111. https://doi.org/10.1016/j.carbpol.2017.10.031
Martelli-Tosi, M., Assis, O. B. G., Silva, N. C., Esposto, B. S., Martins, M. A., & Tapia-Blácido, D. R. (2017). Chemical treatment and characterization of soybean straw and soybean protein isolate/straw composite films. Carbohydrate Polymers, 157, 512–520. https://doi.org/10.1016/j.carbpol.2016.10.013
Mobasherpour, I., Heshajin, M. S., Kazemzadeh, A., & Zakeri, M. (2007). Synthesis of nanocrystalline hydroxyapatite by using precipitation method. Journal of Alloys and Compounds, 430(1–2), 330–333. https://doi.org/10.1016/j.jallcom.2006.05.018
Mohammed, A., Gaduan, A., Chaitram, P., Pooran, A., Lee, K.-Y., & Ward, K. (2023). Sargassum inspired, optimized calcium alginate bioplastic composites for food packaging. Food Hydrocolloids, 135, 108192. https://doi.org/10.1016/j.foodhyd.2022.108192
Mujtaba, M., Lipponen, J., Ojanen, M., Puttonen, S., & Vaittinen, H. (2022). Trends and challenges in the development of bio-based barrier coating materials for paper/cardboard food packaging; a review. Science of The Total Environment, 851, 158328. https://doi.org/10.1016/j.scitotenv.2022.158328
Nabipour, H., Wang, X., Song, L., & Hu, Y. (2020). A fully bio-based coating made from alginate, chitosan and hydroxyapatite for protecting flexible polyurethane foam from fire. Carbohydrate Polymers, 246. https://doi.org/10.1016/j.carbpol.2020.116641
Napper, I. E., & Thompson, R. C. (2020). Plastic debris in the marine environment: history and future challenges. Global Challenges, 4(6), 1900081. https://doi.org/10.1002/gch2.201900081
Patrício Silva, A. L., Prata, J. C., Walker, T. R., Duarte, A. C., Ouyang, W., Barcelò, D., & Rocha-Santos, T. (2021). Increased plastic pollution due to COVID-19 pandemic: Challenges and recommendations. Chemical Engineering Journal, 405, 126683. https://doi.org/10.1016/j.cej.2020.126683
PlasticEurope. (2020). Plastics – the Facts 2020. https://plasticseurope.org/knowledge-hub/plastics-the-facts-2020/
Sarifudin, A., Keeratiburana, T., Soontaranon, S., Tangsathitkulchai, C., & Tongta, S. (2020). Pore characteristics and structural properties of ethanol-treated starch in relation to water absorption capacity. LWT, 129, 109555. https://doi.org/10.1016/j.lwt.2020.109555
Sequeda, L., Díaz, M., Gutiérrez, S., Perdomo, S., & Gómez, O. (2012). Obtención de hidroxiapatita sintética por tres métodos diferentes y su caracterización para ser utilizada como sustituto óseo. Rev. Colomb. Cienc. Quím. Farm, 41(1), 50–66.
Sheng, W., Chen, Y., Mao, H., Li, Y., Xiao, X., Wang, C., Ye, Y., & Liu, W. (2021). Rational design of vapor-deposited self-crosslinking polymer for transparent flexible oxygen barrier coatings. Journal of Applied Polymer Science, 138(21). https://doi.org/10.1002/app.50505
Suwanprateepa, S., Kumsapayaa, C., & Sayan, P. (2017). Structure and thermal properties of rice starch-based film Mixed with mesocarp cellulose fiber. Materials Today Proceedings, 2039–2047.
Tako, M., Tamaki, Y., Teruya, T., & Takeda, Y. (2014). The Principles of Starch Gelatinization and Retrogradation. Food and Nutrition Sciences, 05(03), 280–291. https://doi.org/10.4236/fns.2014.53035
Uslu, M. K., & Polat, S. (2012). Effects of glyoxal cross-linking on baked starch foam. Carbohydrate Polymers, 87(3), 1994–1999. https://doi.org/10.1016/j.carbpol.2011.10.008
Vallo, C. I., Montemartini, P. E., Fanovich, M. A., Porto Ló Pez, J. M., & Cuadrado, T. R. (1999). Polymethylmethacrylate-Based Bone Cement Modified with Hydroxyapatite. J Biomed Mater Res, 48(2), 150-158.
Wang, C., Tang, C. H., Fu, X., Huang, Q., & Zhang, B. (2016). Granular size of potato starch affects structural properties, octenylsuccinic anhydride modification and flowability. Food Chemistry, 212, 453–459. https://doi.org/10.1016/j.foodchem.2016.06.006
Zhang, P., Dong, S. J., Ma, H. H., Zhang, B. X., Wang, Y. F., & Hu, X. M. (2015). Fractionation of corn stover into cellulose, hemicellulose and lignin using a series of ionic liquids. Industrial Crops and Products, 76, 688–696. https://doi.org/10.1016/j.indcrop.2015.07.037
Zima, A. (2018). Bioactive hybrid biomaterials based on hydroxyapatite-chitosan with improved mechanical resistance. Spectrochim. Acta, 193, 175–184. https://doi.org/10.1016/j.saa.2017.12.008